 Le commencement d’une lunette sur mesure se fait à partir du choix de une ou plusieurs plaques d’acétate, de la forme, de la couleur. Suite à cela, pour pouvoir débuter la réalisation, il faut tout d’abord faire un dessin de la lunette sur ordinateur avec le logiciel Inkscape pour faire la conception d’un prototype sur une plaque de forex. On débute par dessiner la moitié de la lunette, ensuite on poursuit en faisant un miroir, en donnant la symétrie et pour finir les points d’attaches afin de faire tenir la lunette. Par la suite, le dessin est ensuite transféré sur un autre logiciel qui est Cambam pour pouvoir transformer le dessin en code informatique en écrivant un programme pour l’usinage.
Le commencement d’une lunette sur mesure se fait à partir du choix de une ou plusieurs plaques d’acétate, de la forme, de la couleur. Suite à cela, pour pouvoir débuter la réalisation, il faut tout d’abord faire un dessin de la lunette sur ordinateur avec le logiciel Inkscape pour faire la conception d’un prototype sur une plaque de forex. On débute par dessiner la moitié de la lunette, ensuite on poursuit en faisant un miroir, en donnant la symétrie et pour finir les points d’attaches afin de faire tenir la lunette. Par la suite, le dessin est ensuite transféré sur un autre logiciel qui est Cambam pour pouvoir transformer le dessin en code informatique en écrivant un programme pour l’usinage.
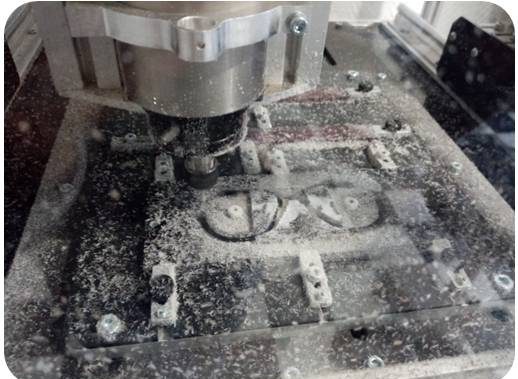
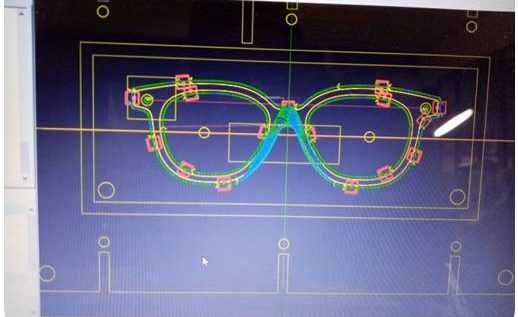 L’usinage du prototype comme pour une lunette sur mesure , se fait à partir d’une machine qui est reliée à l’ordinateur. Ce qui va permettre de faire la découpe de la plaque de forex ou de la plaque d’acétate, c’est grâce au logiciel qui est Mach 3. Il a pour l’utilité de contrôler la machine.
L’usinage du prototype comme pour une lunette sur mesure , se fait à partir d’une machine qui est reliée à l’ordinateur. Ce qui va permettre de faire la découpe de la plaque de forex ou de la plaque d’acétate, c’est grâce au logiciel qui est Mach 3. Il a pour l’utilité de contrôler la machine.
Fabrication de la lunette sur mesure :
 Pour la création, on utilise une plaque d’acétate de 4 mm, ensuite la machine doit chauffer à 180°C ce qui va permettre de faire le shootage des branches. Après cela, on insère la plaque afin de mettre une armature à l’intérieur. Une fois cette étape terminée, les branches vont avoir un choc thermique de quelques minutes , c’est-à-dire , qu’elles sont dans un bain d’eau froide pour figer l’acétate dans l’armature.
Pour la création, on utilise une plaque d’acétate de 4 mm, ensuite la machine doit chauffer à 180°C ce qui va permettre de faire le shootage des branches. Après cela, on insère la plaque afin de mettre une armature à l’intérieur. Une fois cette étape terminée, les branches vont avoir un choc thermique de quelques minutes , c’est-à-dire , qu’elles sont dans un bain d’eau froide pour figer l’acétate dans l’armature.
 Ensuite, on poursuit par le collage des plaquettes, on trace un carré afin d’insérer du cristal pour former les plaquettes. Pour cela, on trempe le carré de cristal dans un petit bain de colle et d’acétone, pour que cela puisse s’intégrer correctement sur la plaque d’acétate. Pour terminer, il faut que le collage soit au repos durant 24 à 48 heures afin que le carré se fasse pas de bulles et ne bouge pas.
Ensuite, on poursuit par le collage des plaquettes, on trace un carré afin d’insérer du cristal pour former les plaquettes. Pour cela, on trempe le carré de cristal dans un petit bain de colle et d’acétone, pour que cela puisse s’intégrer correctement sur la plaque d’acétate. Pour terminer, il faut que le collage soit au repos durant 24 à 48 heures afin que le carré se fasse pas de bulles et ne bouge pas.
Le déforcage de la plaque, sert à amincir la matière avant la découpe de la monture. La machine usine tout d’abord le morceau de cristal des plaquettes puis enchainer après par l’amincissement de la monture.
 La découpe de la face continue, pour donner la forme à la face de la lunette. Ainsi la découpe des branches peut être entamer, il faut déposer les branches au modèle attitré, c’est-à-dire branche droite/gauche. Pour la découpe, cela demande une précision à l’endroit convenu afin d’éviter que la fraise ne frappe dans l’armature. Ce qui pourrait abîmer ou casser la fraise.
La découpe de la face continue, pour donner la forme à la face de la lunette. Ainsi la découpe des branches peut être entamer, il faut déposer les branches au modèle attitré, c’est-à-dire branche droite/gauche. Pour la découpe, cela demande une précision à l’endroit convenu afin d’éviter que la fraise ne frappe dans l’armature. Ce qui pourrait abîmer ou casser la fraise.
 Pour les drageoirs, on utilise une graisse de cheval que l’on applique tout autour des cercles, ce qui facilite le déplacement sur la toupie. Il faut créer des mouvements légers en formant des cercles pour les contours.
Pour les drageoirs, on utilise une graisse de cheval que l’on applique tout autour des cercles, ce qui facilite le déplacement sur la toupie. Il faut créer des mouvements légers en formant des cercles pour les contours.
La personnalisation des gravures, on part d’une image ensuite la réalisation est préparée sur le logiciel , qui grâce à la machine va tailler l’écriture.
 Le polissage manuel , sert à enlever les rayures en profondeur dû à la fraiseuse lors de l’usinage mais aussi pour apporter une brillance avant la mise en tonneau.
Le polissage manuel , sert à enlever les rayures en profondeur dû à la fraiseuse lors de l’usinage mais aussi pour apporter une brillance avant la mise en tonneau.

Les heures de tonneaux, ont différents cycles. Le premier cycle dure 12h pour un demi polissage, au début il ne faut pas faire un cycle trop long car cela pourrait abimer la monture. Le deuxième cycle dure 24h qui sert au polissage qui va permettre de retirer les restes de rayures. Et pour finir, le troisième et dernier cycle sert à faire briller la monture. Celui-ci va durer 24h également.
 Le limage des branches sert à faire les raccords face/branches afin d’aligner horizontalement les branches à la face. Pour la finalisation, on fait un limage à la lime ongles qui permet d’avoir des beaux raccords pour l’esthétique.
Le limage des branches sert à faire les raccords face/branches afin d’aligner horizontalement les branches à la face. Pour la finalisation, on fait un limage à la lime ongles qui permet d’avoir des beaux raccords pour l’esthétique.

La dernière étape, s’appelle le remplissage des gravures pour cela on utilise une pâte adaptée pour le remplissage des branches que l’on applique en faisant des petits ronds afin que ça ne fasse pas des pâtés dans les gravures.